Иерархия систем управления
Автоматизированные системы управления
производством, отраслью.
Любой завод, фабрику или учреждение можно
рассматривать как объект управления. при этом с точки зрения автоматизации
управление работой предприятия может осуществляться по приведенной на ранее обобщенной
схеме.
Входная информация содержится в различного рода
плановых, финансовых, расходно-приходных и других документах. Они выполняют
функции аналогичные функциям датчиков Д1 в системах управления например,
технологическими процессами. В названных документах указывается:
¨
что, когда, кому и по
какой цене предприятие должно изготовить и отправить;
¨
какие материалы, детали,
узлы другие комплектующие изделия есть на складе или в какой срок будут
получены предприятием;
¨
сколько рабочих мест есть
на предприятии, их производительность, длительность технологического цикла
изготовления изделия;
¨

 чертежи, перечни необходимых материалов и
комплектующих изделий и другая конструкторская документация, определяющая как
должно выглядеть и работать изделие;
чертежи, перечни необходимых материалов и
комплектующих изделий и другая конструкторская документация, определяющая как
должно выглядеть и работать изделие;
¨
технологическая
документация, описывающая каким образом и на каком оборудовании, с какой
производительностью труда должно изготавливаться изделие;
¨
какая численность
работающих на предприятии и их заработная плата;
¨
финансовое положение предприятия
и др.
Информацию о текущем состоянии объекта управления
(предприятия) руководство получает также из разного рода рапортов, сводок,
текущих отчетных документов. Информация о результатах работы предприятия
(аналог сигналов с датчиков Д3) содержится также в документах:
¨
накладных, по которым
готовая продукция сдается на складах;
¨
документах, удостоверяющих
качество продукции;
¨
финансовых бухгалтерских
отчетных документах, в которых отражается экономическая деятельность
предприятия, и т.д.
В качестве «исполнительных механизмов»,
выполняющих функции управления процессом производства, в той или иной степени
выступает каждый работник предприятия.
Функции каждого подразделения предприятия (отдела,
цеха, участка, бригады), а также функции каждого работника предприятия и их
взаимоотношения друг с другом строго определены различными документами.
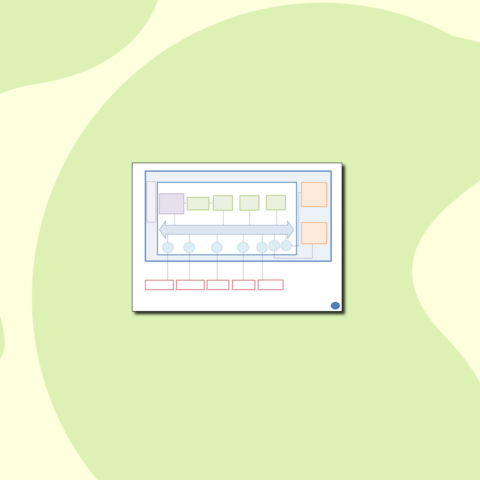
На рис.1. представлена типовая структура управления
промышленными предприятиями с учетом иерархии функций, прав и обязанностей
сверху вниз, начиная от директора и кончая бригадой.
Как правило, структура автоматизированной системы управления
производством (АСУП) строится в соответствии с общей структурной схемой управления
предприятием. В табл. 1. приведены сведения об основных функциях и задачах, решаемых
в типовой АСУП предприятия, а также указаны функциональные подразделения,
которые используют результаты расчетов на ЭВМ по каждой задаче.
АСУП имеет иерархическую структуру,
отражающую фактическую структуру предприятия. Аналогичное построение имеют АСУ
отраслей и производственных объединений. Перечень решаемых задач на этих более высоких
уровнях иерархии управления видоизменяется, но, в общем, их, как и для АСУП
можно разбить на следующие группы задач: планирование, учет и распределение фондов
на средства производства и материалы; анализ и составление статической
отчетности; расчет и распределение фондов стимулирования и капиталовложений;
контроль исполнения решений.
С точки зрения иерархии систем АСУ предприятий
находятся на более низком уровне, чем отраслевые АСУ.
Отраслевые АСУ, АСУ производственных объединений и
больших предприятий разрабатывается на основе больших универсальных ЭВМ типа ЕС
ЭВМ. Для построения АСУП малых предприятий отечественная промышленность
выпускает специализированный комплекс на базе миниЭВМ СМ1600 или М5000. Этот же
комплекс может применяться для АСУП крупных цехов и отдельных производств.
Обмен информацией между ЭВМ различных уровней АСУП осуществляется либо по
специальным каналам связи, либо пересылкой магнитных носителей информации
большой емкости (обычно магнитных лент).
Автоматизация управления технологическими
процессами.
Следующую ступень в иерархии систем автоматизированные
системы управления технологическими процессами (АСТУП). Данные системы являются
основой для непосредственной автоматизации процесса изготовления изделия.
Назначение и функции основных видов АСПУТП приведены в табл. 2.
Современные АСУТП строятся на базе микро- и миниЭВМ.
Последние используется в системах, где требуется быстрая обработка больших
массивов информации или сложные математические вычисления. При очень больших
объемах информации используются универсальные ЭВМ серии ЕС. Наряду с
автоматизированным оборудованием и робототехническими комплексами АСУ ТП
является основой для построения гибких автоматизированных производств. Широкое
распространение ЭВМ для управления технологическими процессами и оборудованием
привело к появлению специализированных комплексов на базе отечественных миниЭВМ
М6000 и М7000, а позднее миниЭВМ СМ 1,СМ 2,
СМ 3 и СМ 4, а также микроЭВМ СМ1800, «Электротехника-60», «Электротехника
НЦ» и др., содержащих все необходимые компоненты для сбора и обработки
производственной информации и выработки управляющих сигналов для оборудования.
В данных комплексах используются сотни различных датчиков, измерительных
приборов и исполнительных приборов и исполнительных механизмов.
В конце 70-х годов был начат выпуск комплекса
технических средств локальных информационно-управляющих систем (КТС ЛИУС) на
базе специализированной микроЭВМ, предназначенного для автоматизации управления
отдельными видами сложного оборудования.
В последние годы для построения АСУТП все более широко
используется микроЭВМ, программируемые микропроцессорные контроллеры и
вычислительные комплексы на основе многих микроЭВМ, объединенных в локальной
сети.
Подробнее принципы построения и работы таких систем
рассмотрены далее.
Таблица 2.
|
Назначение
АСУТП
|
Функции
АСУТП и области применение
|
|
Управление технологическим процессом (ЭВМ управляет оборудованием)
|
Управление оборудованием по заданной программе с одновременным
контролем состояния самого оборудования, обрабатываемого материала
(температура, плотность, масса и т.д.), внешней среды и т.д. Используется,
как правило, для управления непрерывными процессами в нефтехимии, энергетике,
металлургии, сельском хозяйстве (теплицы) и т.д.
|
|
Контроль параметров технологического процесса (ЭВМ собирает и
обрабатывает информацию; управляет процессом оператор)
|
Сбор и обработка данных о состоянии оборудования, сырья, металлов и
полуфабрикатов, времени обработки, состояния внешней среды, количестве и
параметрах выходного продукта и т.д. Используются в металлургии,
машиностроении, на транспорте, в химической промышленности, авиации,
энергетике и т.д.
|
|
Диагностика и контроль продукции (ЭВМ собирает и обрабатывает
измерительную информацию)
|
Проверка и определение неисправности как выходной продукции, так и
основных блоков, деталей, узлов и т.д.
|
|
Управление складским хозяйством (ЭВМ ведет сбор и учет информации)
|
Учет и распределение по ячейкам склада материалов и изделий,
подлежащих хранению. Автоматический поиск адреса (где находится тот или иной
продукт), управление складскими транспортными средствами, оформление
сопроводительной документации при выдаче заказа.
|
|
Управление транспортировкой грузов и пассажиров
|
Учет, определение и планирование направлений и объемов грузовых и
пассажирских перевозок, расчет маршрутов транспорта, слежение за ритмичностью
перевозок и местом нахождения грузов, соблюдение техники безопасности
перевозок. Используется на различных видах транспорта.
|
|
Контроль пожарной и охранной сигнализации
|
Контроль за состоянием датчиков объекта
|
Гибкое автоматизированное производство. Системы
числового программного управления.
Что же понимают под гибким автоматизированным
производством (ГАП)? Это производство (поточная линия, цех, завод), которые
функционирует на основе безлюдной или малолюдной технологии. Как и всякое
производство, ГАП включает в себя технологическое оборудование, складские и
транспортные системы, а также другие
Производственные компоненты. Работа всех компонентов
ГАП координируется как единое целое с помощью многоуровневой микропроцессорной
распределенной системы управления, в которой каждое устройство из состава ГАП
может иметь собственную систему управления на основе микроЭВМ. Распределенная
система управления обеспечивает изменения программы функционирования
компонентов ГАП и тем самым быструю перестройку и гибкость технологии при
смене производственного здания. Системы ГАП рассчитаны на изготовление
среднесерийных, мелкосерийных и единичных изделий, к которым относятся примерно
75% всех изделий машиностроения. Наиболее распространены ГАП в области
металлообработки, сборки, штамповки и т.д. Дальнейшим этапов развития ГАП должны
стать заводы-автоматы, которые требуют объединения в один комплекс двух
основных составляющих: автоматизированного производства и автоматизированного
проектирования. Характерными особенностями ГАП являются резко повышение
производительности труда, быстрое изменение номенклатуры выпускаемых изделий и
освобождение человека от неквалифицированной и монотонной работы.
Для реализации ГАП используется широкая гамма
различных датчиков и исполнительных механизмов, микропроцессорные контроллеры,
микро- и мини ЭВМ, системы управления базами данных, ЛВС, робототехнические
комплексы и станки с ЧПУ, автоматизированный транспорт и склады, САПР, АСУП,
АСУТП.
Электронно-вычислительные машины в ГАП используются
для решения следующих задач: непосредственное управление оборудованием,
обеспечение надежности функционирования ячеек ГАП и производства в целом,
обеспечением техники безопасности, учет и планирование.
Для управления технологическим оборудованием на
производстве широкое применение нашли системы числового программного управления
(СЧПУ). Наибольший эффект дает использование оборудование, оснащенного
системами ЧПУ в составе ГАП.
В системах ЧПУ положение и необходимое перемещение
различных движущихся узлов станка или руки робота задают с помощью условных
чисел в трехмерной системе координат XYZ.При этом также может задаваться включение
различных устройств (например, двигателей или клапанов), а также время
выполнения операций. Преобразование шагов по координатам в сигналы управления
двигателями перемещения узлами осуществляет встроенная микроЭВМ. Программа
загружается в нее либо с помощью бумажного или магнитного носителя, либо
передается по каналу связи от управляющей ЭВМ верхнего уровня.
В зависимости от вида оборудования микроЭВМ может
использовать различные принципы числового программного управления
оборудованием, наиболее распространенными из которых являются супервизорное и
прямое числовое управление.
В режиме супервизорного управления микроЭВМ получает
исходную информацию о течение технологического процесса и в соответствии с
заданным алгоритмом управления может изменять настройку регуляторов,
используемых в различном технологическом оборудовании. Таким образом, микроЭВМ
осуществляет функции обратной связи в контуре управления. Задачей
супервизорного управления является поддержание условий технологического
процесса вблизи оптимальной рабочей точки путем оперативного воздействия на ход
данного процесса. При супервизорном управлении в качестве регуляторов
используют специализированные аналоговые и цифровые вычислители, которые
преобразуют управляющие сигналы микроЭВМ в сигналы управления для
исполнительных механизмов.
При прямом числовом управлении микроЭВМ
непосредственно управляет исполнительными механизмами, проводя все необходимые
вычисления. Такой режим наиболее полно реализует возможности микроЭВМ в ГАП,
так как все необходимые изменения технологического процесса или программы
обработки детали на станке производятся в ГАП дистанционно путем изменения
программы, управляющей ЭВМ, встроенной в оборудование. В распределенной системе
управления гибким автоматизированным производством каждая микроЭВМ верхнего
уровня управляет нескольких микроЭВМ нижнего уровня.
Задание: Перенесите
таблицу в тетрадь и заполните ее, используя рис.1.
|
Наименование функций
|
Служба-пользователь
|
Источник информации
|
|
Расчет потребности
в материалах и комплектующих изделиях
|
|
Конструкторская
документация
|
|
Учет запасов и
движения материалов, комплектующих изделий и оборудования
|
ОМТС, бухгалтерия,
ПЭО, ОГМ, ОГЭ
|
Расчетно-приходные
документы
|
|
Расчет потребности
в материалах и комплектующих изделиях для цехов и участков на день, месяц,
неделю
|
|
План выпуска
продукции
|
|
Расчет планового
задания для цеха, участка, бригады на смену, декаду и месяц
|
Участки, цехи, ПДО
|
План выпуска
продукции, конструкторская и технологическая документация
|
|
Расчет
трудоемкости, норм выработки и расценок на изделие
|
|
Технологическая
документация, нормы времени и расценки
|
|
Расчет цены изделия
и объемов производства
|
|
Конструкторская и
технологическая документация, расчет трудоемкости
|
|
Расчет заработной
платы
|
|
|
|
Составление
статистических отчетов
|
|
Результаты работы
всех основных задач АСУП
|
|
Расчет потребности
в оборудовании, электроэнергии, воды и т.д.
|
|
Технологическая
документация
|
|
Расчет норм расхода
материалов и комплектующих изделий
|
ОГТ, ОМТС, ПЭО,
бухгалтерия
|
Конструкторская
документация
|
|
Оптимальное
планирование производства новых изделий
|
ПЭО, ПДО, ОГТ, ОГК
|
План предприятия
|
|
Контроль выполнения
приказов и документов
|
Администрация
|
|
|
Заполнение баз
данных АСУП
|
|
Справочные
документы
|
|
Контроль выполнения
заказов и поставок продукции потребителю
|
|
Заказы потребителей
|























Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.